The technology of non-metallic expansion joints is permanently developing to meet the requirement of todays evolving industrial applications. According to the nature of the material they cover a wide range of installations in air-, exhaust- and environmental systems where low spring rates and highest flexibility are required.
Further design criteria are temperature, media and the tightness class
according to the ESA Engineering Guide https://europeansealing.com/en/engineering-guide
Contrary the common assumption that only high temperature is the critical factor for the material selection of expansion joints it is actually the chemical resistant of the fabric materials at low operation temperatures. Below the dew point, gaseous media may develop high corrosive acids or bases which are destroying the inner fabric layers and cause early leakage of the system. Consequently it is required to select corrosion resistant and liquid tight fabric layer which are in direct contact with media.
PTFE (Poly-Tetra-Fluor-Ethylene) is very common material as it provides chemical resistance versus nearly all critical chemistries. The amorphous structure of PTFE however requires to combine multi laminated PTFE films with fabric reinforcement layers. Both materials are sintered together to avoid delamination.
PTFE coated materials or skived PTFE films and combinations of these are not recommended as they do not provide liquid tightness on the long run.
Beside PTFE compounds there are different elastomer rubber materials such as EPDM Viton, Hypalon and Neoprene available. The ESA members and expansion joint manufacturers will select technical sound and most economical materials based on the customers operation specs.
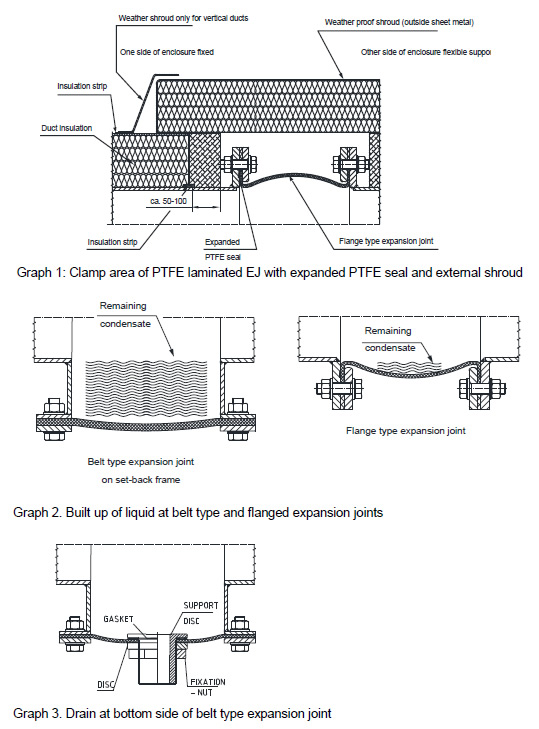
The RAL has introduced different tightness classes and described the method of testing for non-metallic expansion joints. For low temperature and wet application “nekal tightness” (refer to ESA Engineering Guide section 11.) is mandatory. For convenient installation, to control the surface pressure and due to the setting of the fabric flange as well to avoid large accumulation of liquid acid, the ESA recommends flanged type expansion joints according to ESA Engineering Guide section 3.2.2.. Single layer PTFE compound expansion joints will be supplied with additional expanded PTFE gas seal to achieve the required setting and tightness.
Flanged expansion joints in horizontal ducts accumulate less condensate compared to belt type expansion joints on set-back frames (refer to Graph 2 below). For belt type applications drains should be considered to control the build up of liquid
The limited flexibility at the area of the drains must be respected. The collection and handling of condensate requires further technical solutions.
Due to the thermal resistance of PTFE laminated materials the maximum peak temperature of low temperature applications is limited to 300°C. Low temperature application clearly means that the permanent operation temperature of a system is below or close to the dew point of the media contrary to high temperature application where the media temperature is significantly higher.
To reduce the amount of condensate it is recommended to insulate expansion joints for low temperature applications from outside. For the design of correct execution of external insulation refer to graph 1 below. The separation of the cladding of the duct insulation and the weather proof shroud at the expansion joint excludes the media to penetrate and corrode the entire duct insulation and cladding when the expansion joint will reach its performance life. The shroud to be designed to grant the specified movements of each expansion joint.
If you wish to get further information kindly refer to our web page
https://europeansealing.com/en and other ESA publication
https://europeansealing.com/en/publications